Body Mold Design
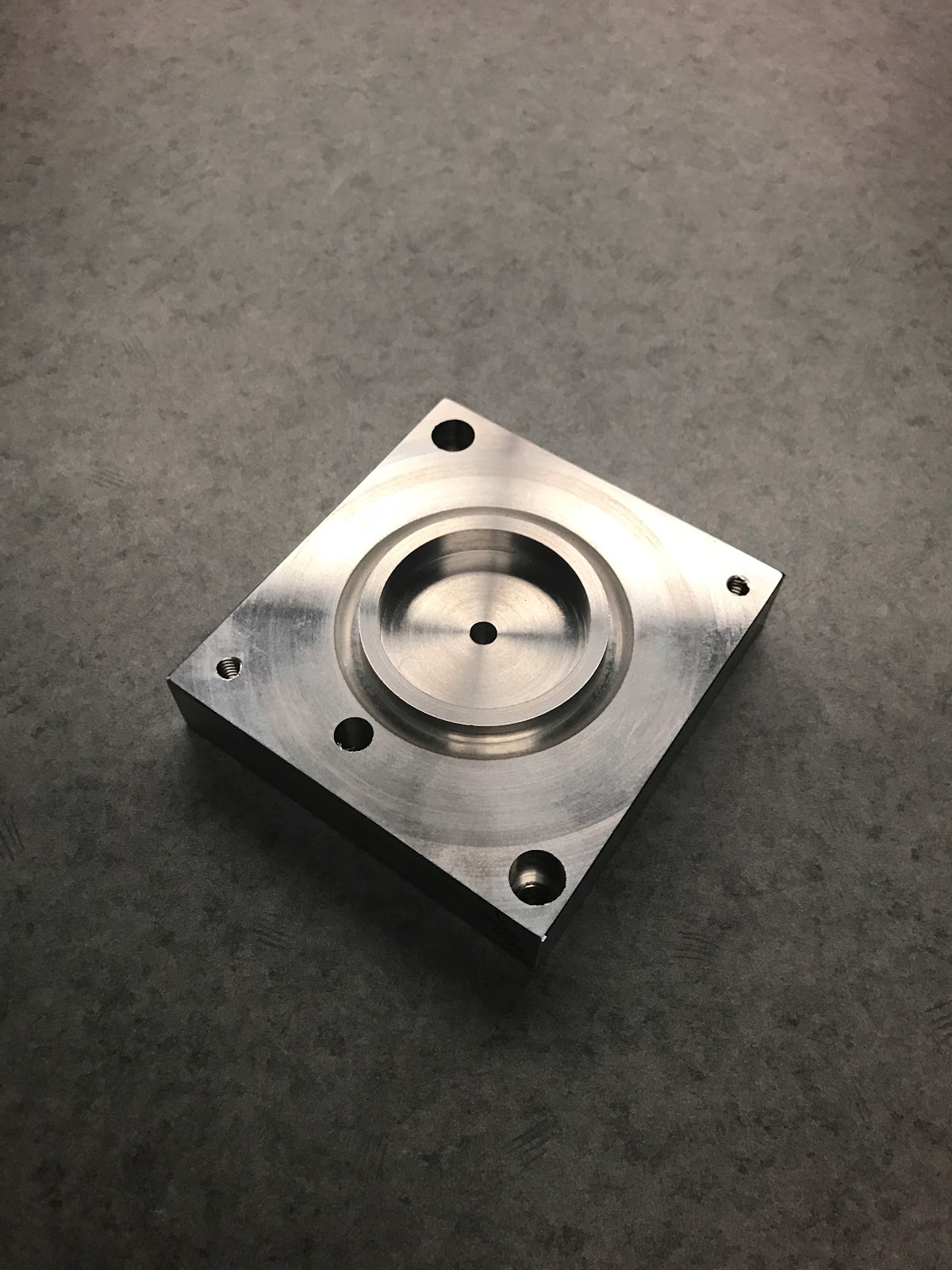
Shown below are our two molds for the yoyo “cookie” part. It is a relatively simple part that is our main body for the yoyo. The core is on the right and the cavity on the left. Both parts were initially put onto the lathe for facing and cutting, and then were milled to add the ejector pin holes to the core. The part is the main body of the yoyo, and hence has a large press fit hole in the center. This hole needed to be vertical, so no draft angle was used on it. The cavity has that ridge built into it in order to reduce the amount of plastic used and the shrinkage defects on the parts.

Body Mold Shrinkage Allowances
To estimate the shrinkage of our part, we looked around for previous yoyo parts that compared similarly to our mold. The variable of interest to us was the inner press fit diameter since this was the most important parameter. The mold we chose was similar in size, geometry, and thickness to our body mold. We then measured that inner diameter parameter on both the mold and the variety of injection molded samples attached to it. From these, we calculated the average shrinkage as 0.0508 inches out of the initial diameter of 2.702 inches. This gave us a shrinkage of 1.89%. We did this for several parts and eventually ended up using a shrinkage value of 2%.
Body Mold Manufacturing Processes
Both parts had the majority of their work done on the lathe first, and then had some final milling done in order to machine the ejector pin holes, etc.. The process plan for both parts is listed below:
Core Mold Process Plan
Step
|
Operation
|
Machine
|
Tool
|
Justification
|
1
|
Lathe Face
|
Lathe
|
T0101
|
Remove surface material to face off part
|
2
|
Lathe Rough
|
Lathe
|
T0101
|
Remove material around outer section of mold
|
3
|
Lathe Finish
|
Lathe
|
T0303
|
Finish removing material around outer section
|
4
|
Lathe Groove
|
Lathe
|
T0909
|
Cut into outer groove (containing press fit feature and outside surface)
|
5
|
Lathe Finish
|
Lathe
|
T0707
|
Finish press fit surfaces to tighter radius with turning trepan
|
6
|
Lathe Drill
|
Lathe
|
T1212
|
Drill pocket for ⅜” hex nut into mold
|
7
|
Mill Center Drill
|
Mill
|
T1313
|
Center drill to facilitate next milling process
|
8
|
Mill Ejection Pin Holes
|
Mill
|
T1717
|
Mill holes for the ejection pins
|
Cavity Mold Process Plan
Cookie Cavity Mold
Step
|
Operation
|
Machine
|
Tool
|
Justification
|
1
|
Lathe Rough
|
Lathe
|
T0101
|
Remove surface material
|
2
|
Lathe Finish
|
Lathe
|
T0303
|
Remove remaining material
|
3
|
Lathe Rough
|
Lathe
|
T0101
|
Remove surface material on top section
|
4
|
Lathe Finish
|
Lathe
|
T0303
|
Remove remaining material on top section
|
5
|
Lathe Groove
|
Lathe
|
T0909
|
Cut into the groove
|
6
|
Lathe Finish
|
Lathe
|
T0707
|
Finish the groove cut
|
7
|
Lathe Rough
|
Lathe
|
T1010
|
Bore out the center pocket
|
8
|
Lathe Finish
|
Lathe
|
T0505
|
Finish the boring cut
|
9
|
Lathe Drill
|
Lathe
|
T0404
|
Drill roughly 0.1” into the center
|
10
|
Lathe Drill
|
Lathe
|
T0202
|
Finish the ¼” diameter center drill hole to house the sleeve that holds the nut in place
|
Manufacturing Time Estimate
The overall time is dependent on the pure machine running time as well as the time outside the machine setting everything up, aligning all of the parts in the molds, cutting the flash off, and getting the parameters set right.
The machine running time for each mold is given in the spreadsheet below. We estimate that we will need approximately double this amount of time to set up the lathe and mill and align the parts, as well as for process optimization. We will also likely need to re-mill the molds at least once, so we can tack on more time there.
Step
|
Machine
|
Time Needed
|
Cookie Cavity Mold Machining Time
|
Lathe
|
3 min, 38 seconds
|
Cookie Core Mold Machining Time
|
Lathe
| |
Frosting Cavity Mold Machining Time
|
Lathe
|
22 seconds
|
Frosting Core Mold Machining Time
|
Lathe, Mill
|
2 hours, 2 minutes
|
Sprinkles Die 3D printing Time
|
3d printer
|
8 hours
|
Remill all molds (assuming 1st time is imperfect)
|
10 hours
| |
Process Optimization
|
3 hours to optimize parameters (during lab)
| |
Final Production Run (Injection Molding Time (100 yo-yos halves, 200 total injection molded pieces))
|
Injection Molder
|
1min*200 parts + setting up time = ~3.5 hours
|
Manufactured Yoyo Molds
Body Mold

Frosting Mold

Sprinkles Dies (Female and Male)

No comments:
Post a Comment